
Page 195 - 中国核能发展报告(2018)
P. 195
核能发展蓝皮书
309L+308L 焊接材料;堆内构件吊篮筒体用奥氏体不锈钢焊接材料;主管道
316L 型焊接材料;双相不锈钢用焊接材料;690 镍基合金焊接材料等。
(二)核电主要堆型国产化情况
在 30 万、60 万和百万千瓦级核电机组设备制造业绩的基础上,近十多
年来,通过三代核电技术引进,大规模专项技术改造和国家核电重大专项支
持下的技术再创新,国内主要核电装备制造企业的核电设备制造能力和技术
水平得到全面提升,核电设备国产化取得长足进步。
1.二代改进型核电机组设备的国产化情况
20 世纪 80 年代建设的大亚湾核电站,几乎全部设备都从法国进口,设
备国产化率不到 5%。在国家相关部委的大力推动下,历经多年的努力,我国
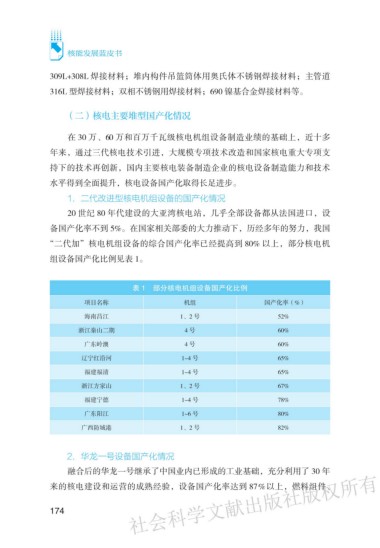
“二代加”核电机组设备的综合国产化率已经提高到 80% 以上,部分核电机
组设备国产化比例见表 1。
表 1 部分核电机组设备国产化比例
项目名称 机组 国产化率(%)
海南昌江 1、2 号 52%
浙江秦山二期 4号 60%
广东岭澳 4号 60%
辽宁红沿河 1~4 号 65%
福建福清 1~4 号 65%
浙江方家山 1、2 号 67%
福建宁德 1~4 号 78%
广东阳江 1~6 号 80%
广西防城港 1、2 号 82%
2.华龙一号设备国产化情况
融合后的华龙一号继承了中国业内已形成的工业基础,充分利用了 30 年
ഠ߶॓࿐໓ངԛϱഠϱಃ෮Ⴕ
来的核电建设和运营的成熟经验,设备国产化率达到 87%以上,燃料组件、
174